Injectables Formulation Facility – Vials and Ampoules
Built up Area = 7,537 sq.m
Project Brief
Facility for Gonadotropins including Protein purification.
Produces both Liquid and Lyophilized Injectables in Vials and Ampoules.
Entire development comprises of Production block, Bio Lab (Animal House), Protein Purification section and ancillary areas like utility block, ETP area, Security cabin, fuel yard and Pump house.
The project is approved by UK MHRA & ANVISA.
Morison PLC - Colombo, Sri Lanka
Snapshot
Oral Solids & Liquids Dosage Formulation Facility
Built up Area = 16,728 sq.m
Project Brief
Greenfield project built on a 5-acre plot for Tablets, Capsules, Liquids (Multi-level manufacturing)
Annual production capacity of 5 billion tablets and 10 million bottles.
The plant is designed for minimum human intervention to prevent human error and includes cutting edge equipment such as the fully automated liquid manufacturing and packing lines, fully-fledged chemical and microbiology labs, separate air handling units to control environment conditions.
Targeted approvals include WHO & EU GMP, PIC/s.
Biological Evans Ltd - Hyderabad, India
Snapshot
IP Vaccine Facility at Hyderabad, India
Built up Area – 3,700 Sq.m
Project Brief
The facility is being planned for Inactivated Polio Vaccines
Production Capacity shall be 20 Million dosages per annum.
Fermentation Capacity: 2.0KL
Controlled and restricted authorized access to the facility and storage areas
Designed as per BSL-3 and GAP III requirement.
Live areas room pressures are negative with respect to atmosphere.
Dedicated Air Handling Units for Live and Non-Live areas with heaters in Exhaust and HEPA filters in return air.
Decontamination procedures for the material and containers used in live manufacturing areas.
Purified water and WFI pressurized circulation systems.
Liquid waste from live areas will be directed to kill tank for further treatment
The Himalaya Drug Company - Bangalore, India
Snapshot
Herbal Cosmetics Formulation Facility
Built up Area = 4,646 sq.m
Project Brief
Set up Plant for Herbal Product Range
Cosmetic - Skin care and Hair care
Phase wise project comprising total of 20 acres land.
Standards need to maintained are GMP, FSSAI, FDA, HACCP.
This was a unique project executed by Spectrum, as there were specific EHS & QUALITY issues to be followed right from the design stage. State of art facility for OSD formulation tablets/capsules, Liquid Syrup manufacturing.
Stelis Biopharma Pvt Ltd - Bengaluru, India
Snapshot
COVID-19 Vaccine Manufacturing Facility.
Built up Area = 12,000 sq.m
Project Brief
The facility is being planned for COVID-19 Vaccine.
Production Capacity will be 210 Million dosages / annum.
Fermentation Capacity: 2.0 KL – 20 Nos.
Controlled and restricted authorized access to the facility and storage areas.
Designed as per BSL-2 requirement.
Negative Pressure (Sink) for live areas intended for viral activities.
Decontamination procedures for the material and containers used in live manufacturing areas.
Cold WFI and Hot WFI pressurized circulation systems.
Liquid waste from live areas will be directed to kill tank for further treatment.
Warehouse for Storage of Raw material, packing material & finished goods.
First floor (New mezzanine floor created)
Admin Office & technical area.
Second floor (New PEB structure created)
QC section
Third Floor (New PEB structure created)
QA & technical area.
Synergy Pharmaceuticals - Bingiriya, Sri Lanka
Snapshot
Oral Solid Dosage Formulation Facility
Built up Area = 13,682 Sq.m
Project Brief
The facilities is to be designed and engineered as per WHO, PIC/s, EU and US FDA.
The manufacturing set up is on greenfield site to produce Tablets and Capsules.
Annual Production Capacity – Tablet 2.3 Billion and Capsules 732 Million
The Facility has below sections –
OSD Block
Utility Block
Electrical Panel Room
Boiler House
ETP
Pump House
Canteen
RN Vision Biopharma - Colombo, Sri Lanka
Snapshot
Oncology Oral Solid Dosage and Liquid Injectable Formulation Facility
Built up Area = 9,293 Sq.m
Project Brief
The greenfield facility is planned for Oncology Finished Dosage Formulations in the form of Tablets, Capsules and Injectable.
The facility is planned for following production capacities:
Injectables (Liquids/Lyophilized): 3 Million vials per annum
Tablet: 36 Million per annum.
Capsules: 14 Million Capsules per annum.
Ground Floor
Pilot plan for Tablet & Capsule
Warehouse for Storage of Raw material, packing material & finished goods.
Admin & Canteen area.
Ground Mezzanine floor
Technical area.
First floor
Commercial production line for OSD & Lyophilized Injection section.
QC & QA Section
Second floor
Admin & Technical area.
Shilpa Medicare Ltd (Raichem Lifesciences) - Hyderabad, India
Snapshot
Oncology Oral Solid Dosage and Liquid Injectable Formulation Facility
Built up Area = 13,504 Sq.m
Project Brief
The Facility is US FDA Approved
The structures planned include Oral Solids Block, Injectable Block, R & D Block, Quality Control & Quality Assurance Block, Administration Block, Canteen, Utility Block, and other ancillaries like Security cabin, Pump rooms, ETP, etc.
Pre-Engineered Metal Building construction for the Production Blocks viz. Oral Solids Block and Injectable Block for faster construction.
Integrated granulation line from GEA.
In the Injectable section, isolators for Solution Compounding, Sterile Filtrate Collection, Filling Line, Freeze Driers.
Bag-in Bag-out filters for AHUs.
Effluent deactivation system prior to discharge to the main ETP.
Biological E Ltd - Hyderabad, India
Snapshot
Antigen (COVID) Vaccine Facility
Built up Area = 3,736 Sq.m
Project Brief
The facility is being planned for Covid-19 Antigen Vaccine
Production Capacity shall be 50 Million dosages per annum
Fermentation Capacity: 3.5KL
Controlled and restricted authorized access to the facility and storage areas.
Laminar Air Flow Units for Product Protection.
Negative Pressure (Sink) for live areas intended for viral activities.
Dedicated Air Handling Units for Live and Non-Live areas.
Decontamination procedures (Steam sterilization) for the material and containers used in live manufacturing areas.
Purified water and WFI pressurized circulation systems.
Liquid waste from live areas will be directed to kill tank for further treatment.
Sun Pharmaceuticals Ltd - Vadodara, India
Snapshot
Injectable Formulation Facility
Built up Area = 2,635 Sq.m
Project Brief
Expansion of Microsphere injectable facility including Vial and Dual chamber line.
Production facility for Injectable production facility with homogenization along with filling in vials and lyophilization, for Amphotericin products.
The facility designed to comply with cGMP manufacturing standards of international regulatory bodies like WHO, EU FDA, Brazil ANVISA and US FDA and shall also conform to local statutory norms prevailing in India.
Glenmark Generics Ltd - Goa, India
Snapshot
Oral Solid Dosage Formulation Facility
Built up Area = 14,870 Sq.m
Project Brief
Tablet & Capsule facility expanded in 7 Phases.
8 Tablet lines, 1 Capsule line
RH levels lesser than 30%.
1 line - Light Sensitive Products.
Coating areas - Flameproof Construction.
Facility is approved by US FDA.
Corona Remedies Pvt Ltd - Ahmedabad, India
Snapshot
Oral Solid Dosage Formulation Facility
Built up Area = 23,470 Sq.m
Project Brief
Greenfield General OSD formulation facility.
Production Capacity of 600 mil Tabs/annum & 180 Mil Capsules/annum.
2-storey Facility with Production & Warehouses planned at Level-1 and QC Lab, R&D Lab & Offices planned at Level-2.
Vibrant Plot design with efficient space planning for Utility & Ancillary Blocks, Kitchen & Dining area, Waste Management Systems, Security & Parking lot.
Facility design as per WHO, EU GMP, UK MHRA & PIC’s standards and guidelines.
Adherence to current Good Manufacturing and Laboratory Practices.
Greenfield facility planned to have dedicated blocks for Oncology Formulation.
Formulation Block is planned for Oral Solid Section (OSD) & Future Provisions for Injectables
The annual capacity of the OSD section is to produce 30 million Tablets and 14 million Capsule with expansion provision to triple the capacity.
Injectable section for future provision for Installation of one fully automated Pre-filled Filled Syringe (PFS) line and one more vial line with Lyophilizer.
Specific requirement for Hi-Potent facility like liquid decontamination system, Exhaust system for AHU’s, change procedure are considered in the facility design. Spectrum deputed its team for development of validation documentation and oversee the validation effort.
“Contained at source” philosophy adopted for design of plant & selection of Equipment.
Targeted regulatory compliance: US FDA Schedule M, EU-GMP, UK MHRA WHO
Biocon Ltd - Vizag, India
Snapshot
Oncology API Manufacturing Facility
Built up Area = 6,502 sq.m
Project Brief
Oncology API facility OEL Band-5 (Potency between 0.1 to 1.0 micro-gm/m3/ 8 hrs. TWA)
Two clean room crystallization and powder processing zones.
Required utilities, Q.C. and warehouse as part of production block.
The facility has high pressure hydrogenation area within the plant, segregated from other areas with RCC walls & airlock.
MSN Laboratories Pvt. Ltd - Hyderabad, India
Snapshot
Oral Solids Dosage Formulation Facility
Built up Area = 19,000 sq.m
Project Brief
The entire development comprises of 33 Arcs of land with total built up area of 19,000 Sq.m
The Facility set up for Tablets & Capsules.
Annual Production Capacity
2.5 Billion Tablets output/annum.
2 Vial Lines with 200 vials per min and 1 PFS line.
RCC Structure Building construction for the buildings of Formulation Facility, Utility & PCC.
Warehouse is planned for storage of 2,000 pallets.
Spectrum was involved in developing User Requirement Specification and Procurement of all Production equipment and systems. Production equipment, Clean room panels, HVAC items, Electrical, Process water distribution systems.
Plot plan developed for Future expansion purpose.
US FDA approved.
Biocon Ltd - Bengaluru, India
Snapshot
Peptide API Manufacturing Facility
Built up Area = 2,495 sq.m
Project Brief
Greenfield facility which comprises of intermediate area for carrying out the chemical synthesis processes the downstream activities like chromatography, acylation, filtration, drying & packing is carried out in ISO class 7 & 8 clean rooms facilities.
Plant Capacity: 125KL/annum.
Equipment: Reactors, Lyophilizer, CF, VTD
The manufacturing facility is planned as a G+3 story building.
Material transfer has been planned to avoid contamination of the production environment.
The facility is designed to comply with cGMP manufacturing standards of international regulatory bodies like US FDA & EU
BDR Pharmaceuticals International ltd - Vadodara, India
Two clean room crystallization and powder processing zones.
Utilities, QC and warehouse as part of production block.
The facility has high pressure hydrogenation area within the plant, segregated from other areas with RCC walls & airlock.
Sai Life Sciences Ltd - Bidar, India
Snapshot
Hi-Potent API Manufacturing Facility
Built up Area = 2,000 sq.m.
Project Brief
Capacity 10 to 25 kg per batch.
Total number of rectors - 6 No's.
NFD Isolators - 3 No's with 75 litres.
Isolation for Product process and Micronization.
Deactivation room provided.
Utilities, QC and warehouse as part of production block.
Cadila Healthcare Ltd - Vadodara, India
Snapshot
Multiproduct API Manufacturing Facility
Built up Area = 6,040 sq.m.
Project Brief
This was a Brownfield project comprising of API Intermediate suit, Intermediate Drying Area having two granulation suits and 5 powder processing units.
Tank farm Area was design to handle critical storages.
Plant Capacity: 98 KL
Equipment: Reactors, ANFD, RVPD, BDCF, FBD
Gulbrandsen Technologies India Pvt Ltd - Vadodara, India
Snapshot
Multiproduct API Manufacturing Facility
Built up Area = 6,691 sq.m.
Project Brief
This was a Greenfield project having plant reactor capacity of (30 KL, 2 reactors) and (10 KL, 2 reactors).
The Phase 1 manufacturing output is (500 tons/annum), and Phase 2 manufacturing output is (1500 tons/annum).
Below were some of the few process equipment
ANFD – 7.5 Kl.
Spin Flash Drier – 200kg/hr.
Nauta Blender
Navin Fluorine International Ltd - Dewas, India
Snapshot
API Intermediate Manufacturing Facility
Built up Area = 3,546 sq.m.
Project Brief
This was a Greenfield project consisting of four sections.
The facility was built to manufacture API Intermediate.
The facility had typical process conditions like High pressure area & Distillation section.
The facility also had Powder processing section (5-micron section).
Dr. Reddy's Laboratories Ltd - Vizag, India
Snapshot
Oncology API Manufacturing Facility
Built up Area = 2,100 sq.m.
Project Brief
The facility comprises of three dedicated Modules.
The facility comprises of special containment zone of PBOEL of 500 ng/cu. category.
Isolators were used for charging and powder processing area.
The facility is approved by US FDA
Automation in process utility.
Special arrangement of Kill tank for deactivation of toxic waste.
Navin Fluorine International Ltd - Surat, India
Snapshot
API Intermediate Manufacturing Facility
Built up Area = 4,182 sq.m.
Project Brief
The facility was built up to produce 11 Products mapped on campaign basis.
The facility comprises of following process reactions like Halogenations, Hydrolysis, Diazotisation and Hydrogenation reaction.
Liquid product is separated by distillation unit operation.
The entire facility is DCS controlled.
We were also involved in HAZOP and Prestart up safety review.
Emcure Pharmaceuticals Ltd - Kurkumbh, India
Snapshot
API Intermediate Manufacturing Facility
Built up Area = 2,230 sq.m
Project Brief
This facility is designed for producing Oncology APIs.
The facility comprises of Cytotoxic & Non- Cytotoxic intermediate processing areas manufacturing Kilo Lab volume.
Critical reactions like Hydrogenation reactions area were designed.
Two clean room crystallization and powder processing zones for Cytotoxic.
The facility has high pressure hydrogenation area within the plant, segregated from other areas with RCC walls & airlock.
SRF Ltd - Dahej, India
Snapshot
Specialty Chemicals Manufacturing Facility
Built up Area = 8,679 sq.m
Project Brief
This was a Greenfield Facility for manufacturing of Fluorochemicals & Specialty Chemicals
The facility was built for (G+3) structure.
Products manufactured at this site are Perchloroethylene and Trichloroethylene.
Glenmark Generics - Dahej, India
Snapshot
Multiproduct API Manufacturing Facility
Built up Area = 9,293 sq.m.
Project Brief
This facility is greenfield facility spread over plot of 17 Acre.
The facility consists of Manufacturing block Warehouse, Utility block, Administrative, QA and QC Block, Effluent treatment plant, solvent store, and other ancillary structure.
The Manufacturing block has manufacturing sections Consisting of Intermediate manufacturing and two dedicated powder processing facilities to manufacture two products simultaneously.
The production block has 20 reactors ranging from 100 Lit to 5000 Lit. and other equipment required for producing API.
The Effluent treatment facility was design for handling 100 KL per day of effluent with zero liquid discharge facility
Warehouse was designed for future expansion with dedicated area for raw material, finished goods, Intermediate and Packing material storage area.
The facility is designed for regulated market and is USFDA approvable.
Enaltec Laboratories Pvt. Ltd - Ambernath, India
Snapshot
Multiproduct API & Kilo Lab Manufacturing Facility
Built up Area = 1,672 sq.m.
Project Brief
This was a Green field Facility in which Kilo lab and Pilot plant are in same building.
The QC and Warehouse are in separate building.
The facility is approved by US FDA.
Various DMF Filed
Wockhardt Ltd - Aurangabad, India
Snapshot
Project D - Biosimilar API Manufacturing Facility
Built up Area = 2,150 sq.m.
Project Brief
The production block has two Bioreactor (Fermenter) of 20 KL capacity each with seed fermenter train and harvester. Phase II was planned for downstream processing.
This facility houses manufacturing section, personnel gowning areas, technical area for AHUs and routing of services.
In addition to Production Block, Utility block was expanded to house additional chiller and air compressor. The plant was designed with a prime emphasis on product, personal & environmental safety.
Layout was prepared to allow unidirectional movement of material and personnel and minimize potential mix-ups. The main manufacturing areas were maintained at negative pressure with respect to peripheral socially clean corridor.
Biological E Ltd - Hyderabad, India
Snapshot
MR Vaccine Manufacturing Facility
Built up Area = 4000 sq.m.
Project Brief
Six modules for vaccine based on various technologies.
The first module to manufacture MR (Measles – Rubella) vaccine based on chicken embryo fibroblast (CEF) cell culture and cell substrate (human diploid cells, MRC-5 cells) respectively on campaign basis.
The facility is designed as cGMP compliant and of BSL 2 containment category.
MSN Laboratories Pvt Ltd - Hyderabad, India
Snapshot
mAb’s Microbial and Fungal Fermentation Manufacturing Facility
Built up Area = 400 sq.m.
Project Brief
The New manufacturing block is developed to house following sections:
5 KL microbial facility
Plan to use conventional cultures
Provision for using Recombinant cultures
Area contains Microbial Lab (Cell propagation), Seed and Fermentation area, Cell Lysis / Filtration area (Harvest), Extraction in solvent , In process QC, Material Day store (with Dispensing), Personnel entry and exit, Bio kill system, Central Warehouse, Utility Block, ETP, Solvent store area
Fermenta Biotech - Dahej, India
Snapshot
Vitamin D3 Manufacturing Facility
Built up Area = 6,226 sq.m.
Project Brief
Project in SEZ Area.
Greenfield Facility.
Fermentation and API Facility.
Phase Wise Implementation.
First Phase Completed in 12 Months.
Second Phase completed in 9 months.
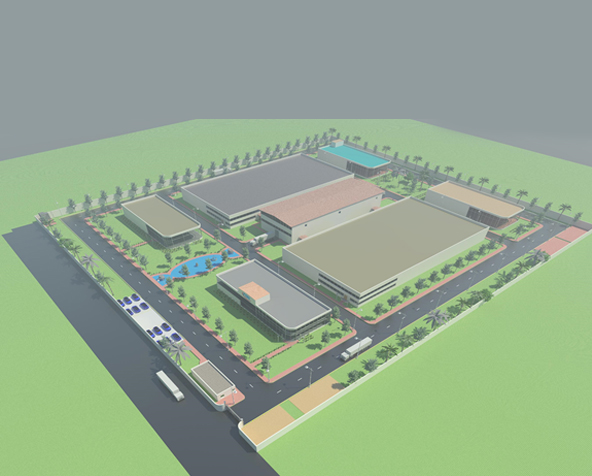
Abode Biotech Pvt Ltd - Hyderabad, India
Snapshot
Human Probiotic Facility
Built up Area = 3,000 sq.m.
Design-Build Project
Project Brief
Phase 1.
Design & Build of Pilot Scale Facility.
The facility consists of 6*2 KL Fermenters and up stream processing equipment such as centrifuge, Blender and spray dyer.
Phase 2.
The manufacturing block consists of Human Probiotic facility with 20KL fermentation capacity.
The main block consists of Manufacturing areas, warehouse, Change rooms & Service areas.
Tex Biosciences Pvt Ltd - Chennai, India
Snapshot
Enzyme Facility for Animal Feed
Built up Area = 3,000 sq.m.
Project Brief
The facility was designed to meet GMP norms applicable for manufacturing animal feed enzymes.
The facility consists of two manufacturing suit each having two fermenters of 10 KL capacity. One suit was dedicated for bacterial fermentation and other for fungal fermentation.
The downstream processing equipment consist of centrifuge, reverse osmosis, and Spray drying and blending facility.
The utility block consists of air compressor, chiller and cooling tower.
Lazuline Biotech Pvt Ltd - Hyderabad, India
Snapshot
Biotech API Facility
Built up Area = 4,700 sq.m
Project Brief
This green field Biotech API facility of Antigens, Industrial Enzymes & new biotech facility for API products.
This facility shall be built as per the cGMP and Good Engineering practice and upon completion, shall follow Indian Schedule M, WHO, USFDA and EUGMP.
The main block consists of Manufacturing areas, warehouse, Change rooms & Service areas. Manufacturing areas planned for 2 X 5KL Fermenters, Gowning areas, warehouse & supporting Service areas.
Abbott Healthcare Pvt Ltd - Mumbai, India
Snapshot
Built to Suite Formulation Development Lab
Built up Area = 10,223 Sq.m
Project Brief
Formulation Development Lab, Analytical Development lab, Wet Chemistry Lab, Packaging R&D Lab, Pilot Plant for Tablet & Capsules. Ancillary Areas like, Offices, Cafeteria, Reading Room, Training Room, Recreation Room, Utilities Etc.
Site was an under construction multi-storied building which was customised to suit clients’ requirements for floor loading, increased heights for clean room floors and cut-outs for some of double height equipment.
Abbott has their own design and engineering standards which were followed in all design related work. further designs were reviewed by Abbott for any comments and suggestions.
Stelis Biopharma Pvt Ltd - Bengaluru, India
Snapshot
MABS Manufacturing Facility.
Built up Area = 12,000 sq.m
Project Brief
The facility is being planned for Monoclonal Antibodies
Four Suits with Each Suit Capacity: 2KL X 2 No’s fermentation capacity
Central warehouse with mobile racking system Capacity: 600 Tons'
Controlled and restricted authorized access to the facility and storage areas
Laminar Air Flow Units for Product Protection.
Process room pressures are negative with respect to Corridors to avoid cross contamination
Dedicated Air Handling Units for each process area
Contamination procedures, Single use Bioreactor for each batch.
Liquid waste from live areas will be directed to kill tank for further treatment.
Janssen Cilag Pharmaceuticals - Mumbai, India
Snapshot
Formulation Development Lab
Built up Area = 1,600 sq.m
Project Brief
Set up by renovating a 30-year-old building.
Main sections built were Analytical Lab, Wet Chemistry Lab, PBOEL 4 Sampling Facility, Stability Chambers section, Offices for Chemists & Scientists and Utility area.
Laboratory equipped with 60 HPLCs and 4 Stability Chambers.
Planned to accommodate 40 Scientists.
Floor height was only 3.6 m and it was a challenge to accommodate HVAC and other services.
Built as per specific EHS and Quality guidelines of J&J.
Merck Specialties Ltd -Mumbai, India
Snapshot
CH Innovation Lab
Built up Area = 300 sq.m
Turnkey Design-Build Project
Project Brief
Compact Space: Optimised utilisation of space by efficient circulation layout and positioning key areas on the either side of the corridor. Glass has been used extensively to maximise visibility and to have greater sense of compact spaces. Interior design of the space is vibrant, incorporating brand identity of the client in design features.
Structural Strengthening: Since the Building Structure wasn’t designed for Heavy Equipment load which were to be placed in the Lab Areas. Extensive Structural Strengthening was undertaken.
Equipment Placement: The Lab is situated on 7th Floor of the Building. The Existing Lifts were small and of lesser Load carrying capacity, Also the Door Openings etc. were smaller hence a lot of thinking went into making sure the Equipment were placed at their designated locations smoothly.
Jamp India Pharmaceuticals Pvt Ltd - Hyderabad, India
Snapshot
Formulation Pilot Scale & R&D
Built up Area = 3,000 sq.m
Design-Build Project
Project Brief
The Project is to set up the following blocks/Infrastructure in the plot premises.
Pilot Plant & Small-Scale commercial formulation facility for oral solids & semi solids
Basement floor at Level 1A
Admin Office, Common Area, FR&D, Canteen at Level 2.
R&D, Common Area and Service Area at Level – 3 Security Block
UG tank & Pump House
Parking area
Shin Etsu Chemicals - Thane, India
Snapshot
Formulation R&D and Lab
Built up Area = 500 sq.m
Project Brief
Executed on Design & Build basis
Setting up Formulation Development R&D and Lab
RMG, FBD, Tablet Machine, Coater were some of the major lab equipment
Sample Manufacturing area
Office and Canteen Area for new lab
This was a fit-out project in the existing building of the corporate park
The utility planning in the existing small area was the major challenge of the project
Mangalam Organics Ltd - Khopoli, India
Snapshot
Camphor Testing Lab & R&D
Built up Area = 325 sq.m
Project Brief
Project involved Setting up of following labs on Design –Build basis:
GMP & Non GMP QC Lab
R&D Lab Scope inclusive
Clean Room Modular Wall and Ceiling Panels
Lab Furniture Works
Gas Distribution System
Fume Hoods
Electrical & ELVS Works
HVAC Works
Fire Detection and Suppression Works
Syngene International Ltd - Bangalore, India
Snapshot
Chemistry and Discovery Lab
Built up Area = 9,825 sq.m
Project Brief
Designed & Engineering for setting up discovery chemistry lab, wet chemistry lab, analytical lab.
Each Floor planned to operate 110 Fume Hoods i.e., 330 Fume Hoods on Three floors.
Major Challenge was that out of 110 Fume Hoods -40 Fume Hoods with operating height of 2.8 Mtr. and overall Fume Hood height of 3200 mm.
Innovative idea implemented –Separate Exhaust enclosure with Spot extractors system designed/implemented for 60 nos. Rotavapor reaction units.
Perrigo Laboratories India Ltd - Navi Mumbai, India
Snapshot
Formulation Development Lab
Built up Area = 1,850 sq.m
Project Brief
Designed & Engineering for setting up following labs :
Analytical Laboratory
Formulation GMP lamp
Stability Chamber area
Offices and Related furniture
Microbiological lab
Ointment Formulation Lab
60 nos. HPLC and 30 nos. resolution instruments The proposed facility is planned, designed, engineered and operated as per current GLP standards of International Regulatory Authorities like Local FDA, WHO, US FDA, EU GLP, and will confirm to all relevant local statutory/ regulatory and cGLP requirement
Par Formulations Pvt Ltd - Navi Mumbai, India
Snapshot
Formulation Development Lab
Built up Area = 8,565 sq.m
Project Brief
Designed & Engineering for setting up following labs :
Analytical Development lab
Product Development Lab
Regulatory Affairs office
Administrative office
Warehouse Area
Stability Chambers
Canteen
Utility
AB Mauri India Pvt Ltd - Chiplun, India
Snapshot
Yeast Product Manufacturing Facility
Built up Area = 5,000 sq.m
Project Brief
Brownfield expansion project for yeast manufacturing.
Seed Fermenter was added, process sustainability project in terms of capacity enhancement.
The facility is FSSAI certified.
ZLD plant, with ETP the major process wherein new aeration tank was built and stand by evaporator.
The client intends to expand extra block to add packaging line, filter press, cold room etc.
AB Mauri is the third largest yeast manufacturers in the world, Chiplun facility is the biggest yeast manufacturing facility in India.
Perfect Day India Pvt Ltd - Bangalore, India
Snapshot
Vegan Milk A2 Protein Lab & R&D
Built up Area = 310 sq.m
Design-Build Project
Project Brief
Vegan Milk A2 Protein R&D and Lab Facility.
Lab Fermentation, Biological Lab and Analytical Lab were designed separately with separate AHU’s, which avoids the cross contamination.
It is design and build turnkey contract in existing building.
As it is planned in existing building, utility and Lab area was designed considering the existing height, space availability considering the GLP norms.
WHO GMP compliance Ayurvedic section & cosmetic section upgradable to WHO GMP.
Centralized warehouse at basement & QC lab on first floor.
Effective CIP System & Process Automation.
Specially Designed Storage System for Raw Material with Temperature & Humidity Control. Bulk Material Handling System Automation.
Effective Dust Extraction System for Herb Pulverization Area.
Emami Ltd - Masat, Silvassa, India
Snapshot
Herbal Extraction & Formulation Facility
Built up Area = 10,223 sq.m
Project Brief
This was an old Zandu facility acquired by Emami & was to be upgraded to meet GMP requirements as well as to enhance the production capacity.
Herbal Extraction of Plants.
Herbal Oral Solids.
Herbal Cosmetics – Powders.
Herbal Cosmetics – Oils.
Fermentation.
Processing Vessels.
Reactors.
Liquid Manufacturing.
Filling & Packaging Lines.
Utilities.
Nutricia International - Chandigarh, India
Snapshot
Baby Food Nutraceuticals Pilot Scale Facility
Built up Area = 1,672 sq.m
Project Brief
Facility for Food Samples (Baby Nutrition).
Separate design of Pathogen lab.
Part of already operational plant. Designed and executed complete utilities specifically dedicated for this project.
Cold Room and Incubation chambers.
The facility has been set up in accordance with regulatory guidelines of US FDA and other local statutory norms for safety and building construction regulation.
Yakult Danone India Pvt Ltd - Chandigarh, India
Snapshot
Milk Powder & Yogurt Mix Formulation Facility
Built up Area = 1,858 sq.m
Project Brief
Milk powder products
Yogurt Mix formulation
Facility Design, Utility and Clean room design as per GMP, FSSAI and HACCP norms Clean Room Modular Panels as per GMP standards.
Specially Designed Storage System for Raw Material with Temperature & Humidity Control.
Bulk Material Handling System Automation.
Effective Dust Extraction System at the dumping and dispensing section.
Sarvotham Care Ltd - Hyderabad, India
Snapshot
Cosmetics Formulation Facility
Built up Area = 1,900 sq.m
Project Brief
The project involves setting up Hair and Skin Care Facility, QC Lab, Micro area & Office space.
The facility have four different set ups like Application Lab, Powder processing areas, Hair Oil Manufacturing area and Gummy area.
The facility will be set up in accordance with cGMP guidelines and other local statutory norms.
Pigeon India Pvt Ltd Greater - Noida, India
Snapshot
Baby Care Product Lab at Greater Noida
Built up Area = 1,900 sq.m
Project Brief
Dedicated areas for Baby Care Products Research and Development.
Pilot Scale Production.
Office Area and Canteen.
DSM Nutraceuticals Products India Pvt Ltd - Ambernath, India
Snapshot
Nutraceutical Facility for Animal Feed.
Built up Area = 2,345 sq.m
Project Brief
Nutritional supplement in powder form for Animals.
Specially Designed Storage System for Raw Material with Temperature & Humidity Control.
Bulk Material Handling System Automation.
Omniactive Health Technologies Pvt Ltd - Pune, India
Snapshot
Nutraceuticals Facility
Built up Area = 2,600 sq.m
Project Brief
The facility was set up in IT SEZ, Pune for manufacturing nutraceutical products by extracting marigold nutrients.
Marigold Extraction Plant.
Liquid-Liquid extractor and WFE technology.
Zero Liquid Discharge ETP.
Wax Fired Boiler.
Maximum utilisation of plot.
The plant is designed for minimum human intervention to prevent human error and includes cutting edge equipment such as the fully automated manufacturing and packing lines, fully-fledged RM and FG section, separate air handling units to control environment conditions.
Sundyota Numandis - Ahmedabad, India
Snapshot
Nutraceuticals Formulation Facility
Built up Area = 7,900 sq.m
Project Brief
The project involves setting up two separate blocks for producing Oral Solid Dosage Formulation facility for Nutraceutical Product.
The annual capacity of the Nutraceutical products in following dosages forms; Sachet: - 50 Million, Capsule: - 290 Million, and Tablet: - 120 Million.
The facility set up is in accordance with regulatory guidelines of US FDA and other local statutory norms for safety and building construction regulation.
Arya Vaidya Sala - Kottakal, India
Snapshot
Herbal Extraction and Formulation Facility
Built up Area = 33,921 sq.m
Project Brief
Aqueous extraction of herbs.
Dosage forms: Tablets/ Granules, Pellets, Powder, Medicated oils, Gel and Ointment.
The facility has the following sections: Raw material stores, Extraction plant for aqueous extraction of herbs and a formulation plant for Ayurvedic formulations, Utility block.
The facility was upgraded to have men & material movement as per cGMP standards.
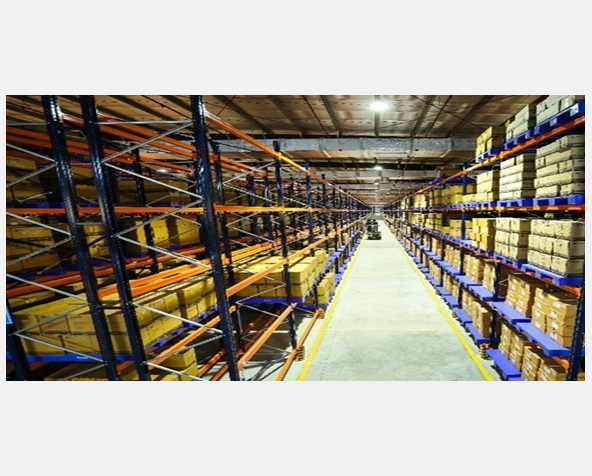
Abbott Healthcare Pvt Ltd - Barwala, India
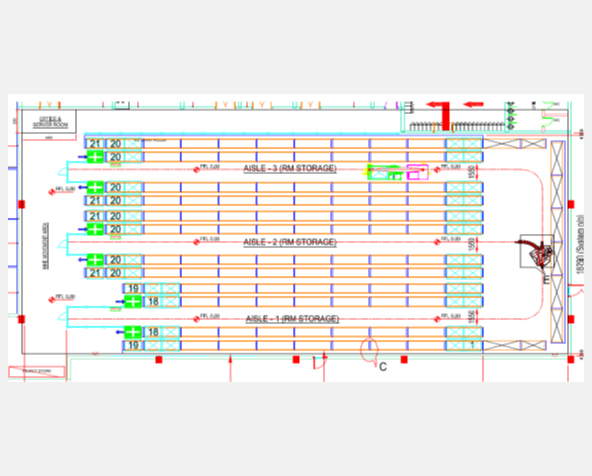
Snapshot
Warehouse
Built up Area = 17,700 sq.m
Project Brief
Storage Capacity – 16,000 Pallets.
Storage Height - 8.0 Mtr.
Handling: Manual with High reach double deep stacker.



.png)









1.png)



1.png)









1.png)






























1.png)
.png)
1.png)